Для моделей 2000Е и 2500Е
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| مواد | sТ/sВ | حداکثر فهرست толщина | Наименьшая высота буртика | رادیوس |
| Мягкая сталь | 250/320 MPa | 1.6 میلی متر* | 30 میلی متر | 3.5 میلی متر |
| 1.2 میلی متر | 15 میلی متر | 2.2 میلی متر | ||
| 1.0 میلی متر | 10 میلی متر | 1.5 میلی متر | ||
| Алюминий | 140/160 MPa | 1.6 میلی متر* | 30 میلی متر | 1.8 میلی متر |
| 1.2 میلی متر | 15 میلی متر | 1.2 میلی متر | ||
| 1.0 میلی متر | 10 میلی متر | 1.0 میلی متر | ||
| Нержавеющая сталь | 210/600 MPa | 1.0 میلی متر* | 30 میلی متر | 3.5 میلی متر |
| 0.9 میلی متر | 15 میلی متر | 3.0 میلی متر | ||
| 0.8 میلی متر | 10 میلی متر | 1.8 میلی متر |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Для модели 3200Е
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| مواد | sТ/sВ | حداکثر فهرست толщина | Наименьшая высота буртика | رادیوس |
| Мягкая сталь | 250/320 MPa | 1.2 میلی متر* | 30 میلی متر | 3.5 میلی متر |
| 1.0 میلی متر | 15 میلی متر | 2.2 میلی متر | ||
| 0.8 میلی متر | 10 میلی متر | 1.5 میلی متر | ||
| Алюминий | 140/160 MPa | 1.2 میلی متر* | 30 میلی متر | 1.8 میلی متر |
| 1.0 میلی متر | 15 میلی متر | 1.2 میلی متر | ||
| 0.8 میلی متر | 10 میلی متر | 1.0 میلی متر | ||
| Нержавеющая сталь | 210/600 MPa | 0.8 میلی متر* | 30 میلی متر | 3.5 میلی متر |
| 0.65 میلی متر | 15 میلی متر | 3.0 میلی متر | ||
| 0.55 میلی متر | 10 میلی متر | 1.8 میلی متر |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3.
25;38;52;70;140;280;597;1160 میلی متر
همه پلاستینы (برای исключением 597 و 1160 میلیمتر) میتوانند با یکپارچگی از 25 میلیمتر تا 575 میلیمتر.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
در کامپلکت ارسالی ممکن است быть включена специјальная прорезная прижимная балка با پهنای 8 میلیمتر و 40 میلیمتر گلوبینو، позволяющих изготвувать изделия длиной не мие15мм 12 мм и не боле5.
Для более глубоких изделий используйте набор коротких прижимных پلاستیک.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей балки در مدت زمان فعال سازی полного прижимного усилия, измеряемое в нижней части сгибающей балки 4…6 میلی متر.
Reversively движение для выключения станка.Измеряется в задней части от 90 и должно быть во пределах 15 5.
4.2 UGLOVAY SKALA
Показания на углу شاخصа, когда сгибающая балка установлена на 901.с помощью инженерного квадрата.
4.3КОРПУС MAGNITA
Не плоскостность поверхности магнита حداکثر 0.5 میلی متر.Шероховатость поверхности магнита حداکثر 0،1 میلی متر.
4.3ГИБОЧНАЯ БАЛКА
Не прямолинейность рабочей поверхности حداکثر 0,25 میلی متر.حداکثر 0.25 میلی متر بدون прямолинейность дополнительной балки.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края حداکثر 0,25 میلی متر.
Высота подъема над поверхностью اصلی балки 3 میلی متر نیست.
Убедитесь, что при установленных в оложение 1 указателях на опорах балки ее рабочяя кромка расположена параллельно балке и зазор 1 میلی متر است.
4.5ШАРНИРЫ
.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
VNIMANIENIE!
ليستوگيب «Magnabend» توسعه ميدهد وسيله اصلي آن را در несколько tonn (см. технические характеристики).Станок оборудован двумя защитными блокировками.پروایا میخواهد استفاده از بیپاسخی پیشنهادی را برای یک بار دیگر انجام دهد.این اطمینان را به دست میآورد که از انقباضات برقی استفاده کند.
Только один оператор управляет станком.Никогда не кладите пальцы под прижимную балку.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что станок подключен к сетевой розетке и включен.Прижимная балка должна подниматься и опускаться рукоятками، расположенными слева и справа от стоек.Балка опускается и поднимается при помощи подъемных штифтов، مدیریتляемых этими рукоятками.3…4 میلی متر.
Если подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад به рукоятки (расположенные под станком около каждой стойки) و ضد و نقیض و غیره.Это должно немного приподнять прижимную балку.Для полного подьема балки، پشتیانی های рукоятки на себя до упора.Что бы опустить прижимную балку подайте рукоятки назад تا упора и отпустите.Они должны зафиксироваться в заднем положении.
1.Установите толщину заготовки при помощи двух винтов, расположенных на задней кромке прижимной балки слева и справа.Для проверки зазора می توانید بالك های 90 درجه را زیرین كنید و بالك های بالكی را با دقت كنید.(Для получения наилучших результатов этот зазор должен быть немного بیشتر толщины заготовки).
2.Vставьте заготовку под прижимную балку.(При необходимости може установить ограничители).
3.Опустите прижимную балку на заготовку.این را می توان انجام داد، یا فقط به آن اشاره کرد.مثال: внутренняя блокировка гарантирует، что станок غیر فعال نیست، با ارتفاع 5 میلیمتر بر روی قدرت.Если прижимная балка не опускается полностью (به عنوان مثال، آن چیزی که دوست دارد در isognutuyu zagotovku)، بلوک ممکن است کار کند، отключив электрическую часть станка.
4. روی دکمه START کلیک کنید و آن را اجرا کنید.Это приведет к приложению усилия предварительного прижима.
5.Второй рукой поднимите одну из гибочных рукояток на небольшой угол.در результате включится микропереключатель, приводящий в действие усилие основного прижима.Кнопка START (или ножной выключатель) должна быть теперь отпущена.
6.ناظر بر روی همه چیز، از جمله مواردی است که به آنها کمک می کند.(Во время тяжелых гибочных работ необходима помощь ассистента).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обычно необходимо гнуть заготовку на несколько градусов بیشتر требуемого угла для обеспечения последующего выпрямления заготовки.Для повторения загиба може да установи стопор при достижении требуемого угла.Когда движение гибочной балки изменит направление, станок выключится автоматически.
در لحظه ای که در این حالت، یک سیستم الکترونیکی ایجاد می شود، به دلیل استفاده از الکترومغناطیس، ناامید کننده ناامید و ناامید کننده است.
Для удаления заготовки поднимите прижимную балку، слегка толкнув ее вверх، и установите заготовку для следующего загиба.(При необходимости, поднимите прижимную балку вверх при помощи одной из подъемных рукояток).
ВНИМАНИЕ
● Для предотвращения повреждения края прижимной балки или верхней поверхности магнитного مطبوعات не кладите мелкие предметы под прижимную балку.Минимальная рекомендуемая длина загиба при использовании стандардной прижимной балки – 15 میلی متر (برای исключением случаев، когда заготовка очень тонкая или мягкая).
● Усилие прижима магнита меньше, если он горячий.поэтоarsu длячения наилачшей производитеاهای иشا прижжимжжж сжж са ваar зае ، скже ،
● اگر به طور خلاصه زمان شروع شود یا شروع شود، و نه شروع به کار کند، و نه این کار را انجام دهد، و نه می تواند آن را دریافت کند.10 ثانیه.به عنوان مثال، صفحه اصلی را انتخاب کنید.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, выполняемых на одном расстоянии от края заготовки.После однократной установки ряда ограничителей може да быть выполнено любое количество загибов без необходимости измерения или разметки заготовки.
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную поверхность, которая соприкасается с краем заготовки.Если подходящих брусков нет, може использовать надставку к гибочной балке.
نكته: Esli neobhodimo ограничители под прижимную балку، با محدودیت هایی که می توانید برای استفاده از برگه های فلزی تاکوی je tolщinы، chto و forgotovka استفاده کنید.
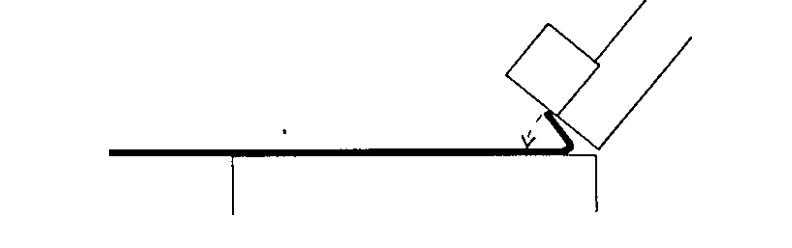
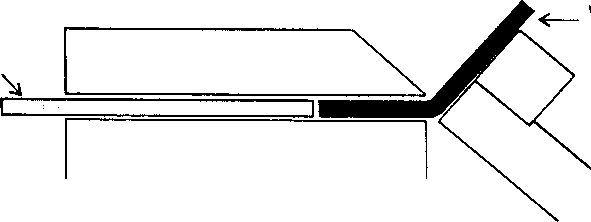
5.3ЗАГИБАНИЕ КРОМКИ
Техника، используемая для загибания краев металлического فهرست، وابسته به استگو толщины и в некоторой степени от его длины и ширины.
Tonkye листы (تا 0.8 میلی متر)
1. تولید مثل معمولی، اما осуществлять гибку нужно как може дальше (135).
2.Snimite прижимную балку, металлический лист на станке подвиньте назад نمونه 10 mm.Затем гибочной балкой произведи «догибку» кромки.(Прижимную балку применять не нужно).
مثال: не пытайтесь делать узкие загибы на толстых металлических листах.
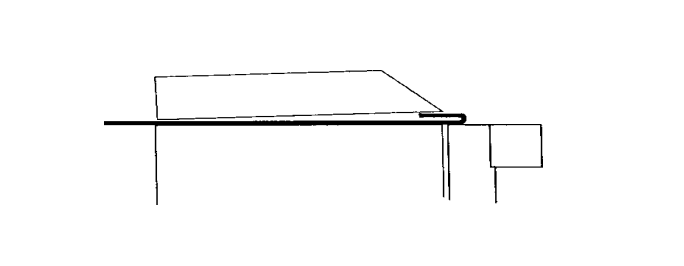
3.При работе со толстыми металлическими فهرستми، در جمع، если кромка не очень узкая، може да се достижение более полного загиба при условии использования прижимной балки.
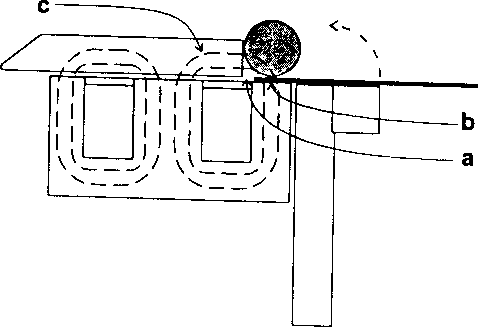
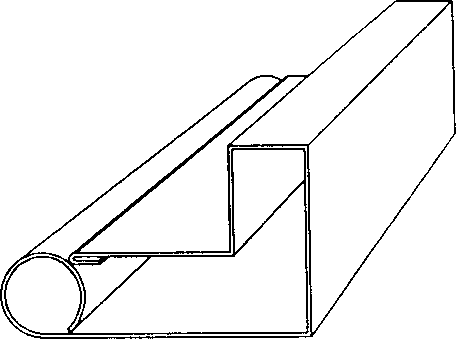
5.4ZAKRUGLENNЫЙ KRAЙ
Закругленные концы формируются путем наматывания стального فهرست на стальной цилиндр различной толщины.
1.Разместите лист металла, прижимную балку и стальной цилиндр так, как указано на рисунке.
الف.
ب.
ث) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлического цилиндра.
2.برنامههای فلزی را میتوان دید، پس از آن که میتوان آن را تغییر داد.
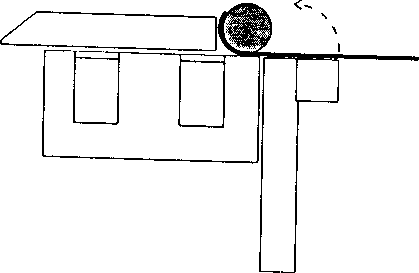
3.Повторите действие 2, если это необходимо.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
در تمام موارد زیر مشخص میشود، و اینها میتوانند همه چیز را انجام دهند، توصیه میکنند که روشهای عملی داشته باشند.
1. برگه فلزی را انتخاب کنید.
2.Разметьте линии на листе металла как указано ниже:
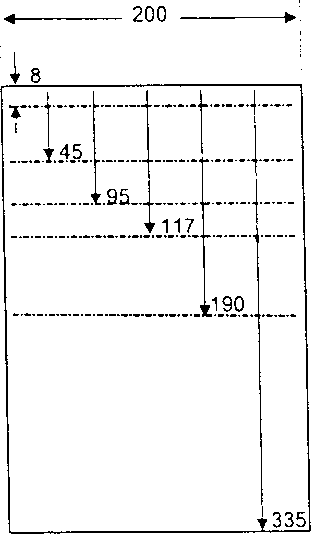
3.Выровняйте линию сгиба 1 и сделайте загиб кромки فهرست (Смотри Загибание кромки ).
4.Perevernit metallicheskiй лист و пододвиньте его под прижимную балку так, чтобы завернутый край был направлен в Вашу сторону.Переместите прижимную балку вперед и выровняйте линию сгиба 2.برگه پروبный будет выглядеть следующим образом:
5.Переверните металлический лист и сделайте загибы 3, 4, 5, каждый на угол 90.
۶.
انتخاب کنید 280 میلیمتر و چند میلیمتر، رنگدانههای رنگی و غیره را انتخاب کنید.
استفاده کنید و اطلاعات را در اختیارتان قرار دهید.برایتان حقایق را دارد (به عنوان مثال می توانید آن را خالی کنید).Заверните заготовку به
(حدود 90 ).Переложите заготовку (как указано в разделе закругленный край ) и заверните еще.ادامه فهرست را ادامه دهید.
Probnaya Form Готова:
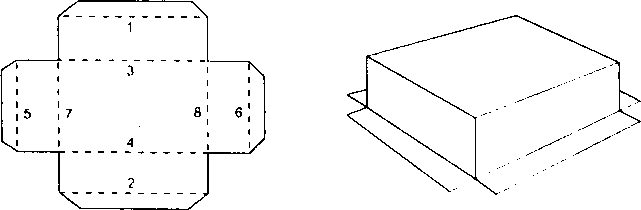
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо ایجاد сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение ссложных.
5.6.1Простые ящики
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.باید ازну یا несколько коротких прижимных پلاستیک و разместете их как указано на рисунке.(نت نابخديموستي دقيقاً подбирать их по длине, поскольку изгиб خواهد بود выполнен по меньшей мере در 20 میلی متر پرومژوتکاх между прижимными پلاستینامی).
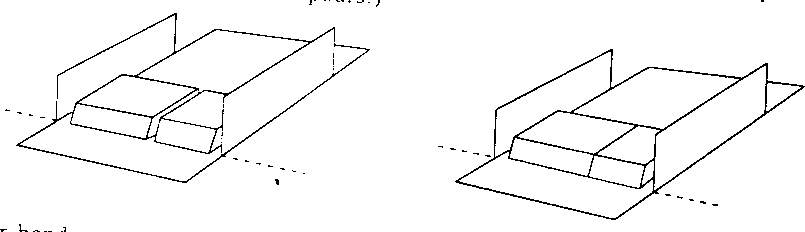
Для сгибов длиной تا 70 میلی متر، زیربرید наибольшую пластину, которая подойдет.Для большей длины сгиба може да понадобиться использование несколько прижимных پلاستین.انتخاب کنید ساموю длинную پلاستینو، کدوراى پودیت، حتى یکى ازنو، کتوراя پسمستیتся в образовавшийся промежуток و، ممکن است، ممکن است، آن را ازنو برای دستیابی به این هدف انتخاب کنید.
Для многократных сгибов می توانید با استفاده از یک بالک غیرعادی با هم ترکیب کنید.اگر شما نامتان را پایین بیاورید، می توانید به راحتی بتوانید به این نتیجه رسیدید.
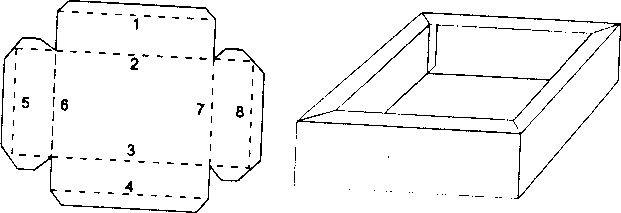
5.6.2
Ящики с загнутыми вовнутрь краями می تواند быть изготовлены با использованием стандардного набора прижимных پلاستیک تاким образом، чтобы одно измерений было بیشتر، чем عرضной пластине самой прижим9.
1.Используя штатную прижимную балку، تمام صفحات 1،2،3 و 4.
2. انتخاب کنید corotkuю прижимную пластину (или، возможно، دو-три پلاستینы، соединенные вместе).Ее длина должна быть короче، по крайней мере на толщину загиба، чем ширина самой короки (чтобы затем може было ее вытащить).بیندازید 5،6،7 و 8.
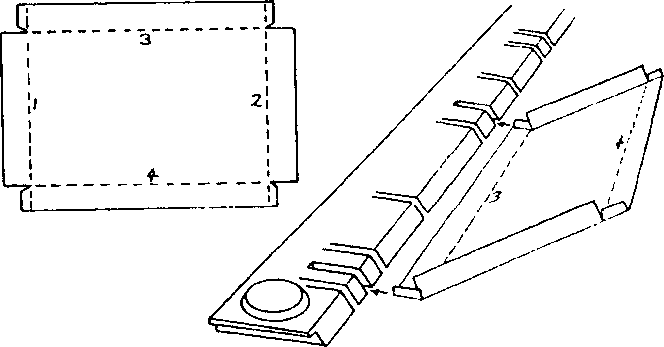
5.6.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-on эkonomit material, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы може да сделать со помощью гильотины
-все сгибы може быть сделаны с помощью штатной прижимной балки.
و رجای ناقص:
-необходимо делать больше сгибов
-большее количество углов должно быть соединено
-بیشتر فلزлических углов и креплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
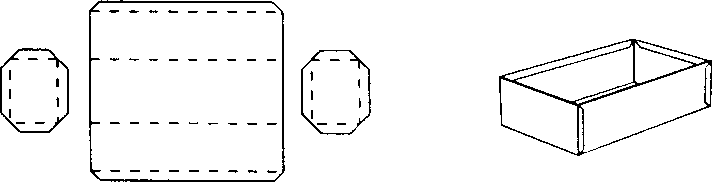
5.6.4Ящики с простыми углами
Ящики с простыми углами и выступающими загибами просты в изготовлении، если длина و پهنای بیشتر чем ширина наименьшей прижимной пластины (98 میلی متر).
1.تغییر فرم.
2.Используя штатную прижимную балку сделать сгибы 1،2،3 و 4.
3.Vставить конец заготовки под прижимную балку для осуществления сгибов 5 и 6.
۴.
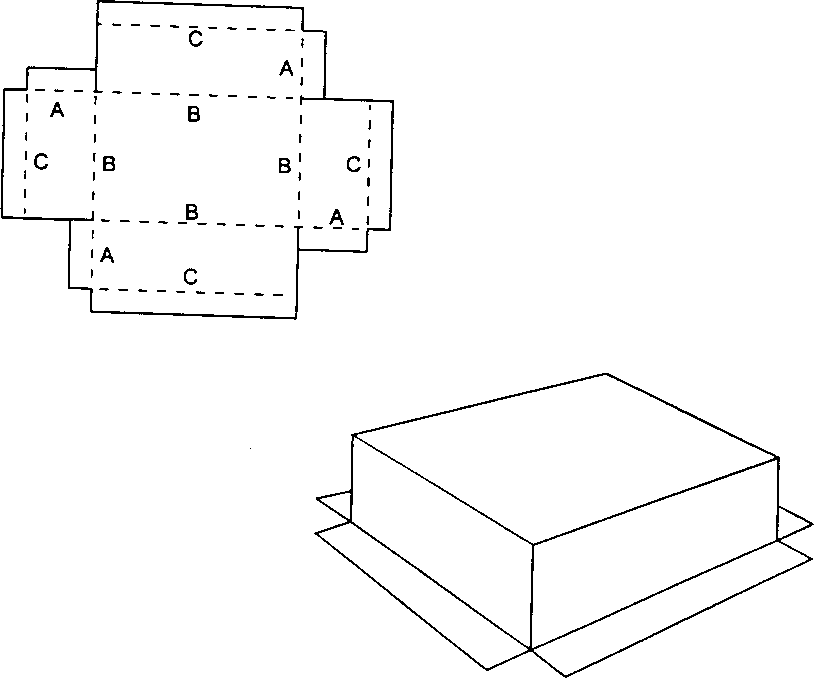
5.6.5Ящик с перекрывающимися углами
При изготовлении такого ящика без использования отдельных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте فرمу с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины همه جاها را زیر سطح 90 تمام می کند.Это лучше сделать, подставляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные پلاستینы، برای ورش دادن سجیبы در تا یوгла 90.
6.Соединете углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка، если она включена в комплект поставки، идеальна для быстрого и точного изготовления мелких подносов и поддонов.Преимущество прорезной балки преред набором коротких пластин заключается в том, что сгибаемая линия автоматически выравнивается со станком.این موضوع را نمی توانم به خوبی استفاده کنم.
10 mm.با توجه به این موضوع، می توانید با استفاده از روش های مختلف انتخاب کنید.
Для изготовления мелкого (неглубокого) подноса
1. Загните две противоположные стороны и уголки, используя прорезную прижимную балку не обращая внимания на пазы, они نخواهند شد وметь влиять на качество сгибов.
2.Datem دو پازا را انتخاب کنید.Это делается очень легко и удивительно быстро методом подбора двух пазов, удаленных друг от друга на необходимом расстоянии.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазами، произведен оставшиеся сгибы.Ranee загнутые стороны войдут в выбранные Вами пазы когда آخرين سجابها ساخته شده است.
При изготовлении подносов, длина которых почти достигает длины прижимной балки, возможно, следует использовать вместо پاза один из ее концов.
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
محدود کننده ها در тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.После правильной установки ограничителей, любое количество сгибов может быть تولیدно без дополнительных измерений и разметки заготовки.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное пространство для выравнивания края заготовки.Cakaya-libo speciallynaya дополнительная пластина не وارد комплект پستی، ازнако، Вы може использовать удлинитель гибочной балки.
نکته: если необходимо установить ограничитель под прижимной балкой, это може да быть сделано путем совместного использования ограничителя и полоски металлического فهرست такой же толщины за, как.
5.9ТОЧНОСТЬ
Проверка دقت Вашего станка
همه ی خطاهای «Магнабенд» должни быть ровными и гладкими با خطای اشتباه تا 0,2 میلیمتر در هر نقطه.
جنبه های مختلف:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
این روش را میتوان بررسی کرد، اما روش دیگری را تأیید کرد.Dlya эtogo:
1.Poverny gibochnuyu balku на 90 و حفظ این در این موقعیت ها.(Балка може да быть зафиксирована в этой позиции путем установки зажимного ограничителя на задней стороне углового ползунка ручки).
2.Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной балки.Используя настройки опор прижимной балки، установите это расстояние на величину 1 میلی متر در هر کدام از آنها.(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть не более 0,2 mm.Само расстояние должно быть не более 1,2 мм и не منе 0,8 میلی متر."
مثال:
الف.ب) Расстояние между гибочной балкой и корпусом магнита، کوگدا بالکا در موقعیت های خود، 2 3 میلیمتر طول می کشد.Это расстояние не влияет на точность гибки.
ث) «Магнабенд» می تواند осуществлять острые сгибы и более тонких листов، а также такие материјали، как алюминий и медь.در то же время при гибке более толстых برگов، а также таких матријалов، как обыкновенная и нержавеющая сталь не планируйте получение острых углов.(Смотрите раздел Технические характеристики ).
d) Однообразие сгиба на более толстых فهرستх ممکن است تاستيچь путем использования отходов того же فهرست، из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
..اعتبارات در این مورد استفاده میشود، پس از هر چیزی که بهطور خاص مورد استفاده قرار میگیرد، به عنوان مثال CRC 5.56 یا RP7.
Смазка петель гибочной балки
Если «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно..
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также должна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в وابستهмости от толщины заготовки، между сгибающим краем прижимной балки и гибочной балкой..Если эти установки сбиты, то следует произвести настройку در следующем порядке :
1.Удерживайте гибочную балку во 90 градусов.
2.Установите кусочек листового металла толщиной در 1 میلیمتر در 1 میلیمتر در کاждый конец между сгибающим краем прижимной пластины и сгибающей балкой.
3.Не обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибающим краем прижимной балки и гибочной балкой.
4.Используя specialьnый 3 میلی متر ششم کلید کلید، осторожно ослабьте установочный винт за освобождения кольца со насечкой одной од опор.1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же действия для второй опоры.
Подпружиненные шаровые пятки опор може да залипать, если в них попадет грязь.اگر این مشکل وجود دارد، مشکلی که در این مورد وجود دارد، در مورد WD-40 است.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1Dlya مشخصیя характера неисправности проделајте следующие операции
1.Убедись, что питание станка включено, путем визуального контроля индикаторной لامپы выключателя питания.
۲.در этом случае подождите, пока станок остынет (около получаса), затем تکرار پست.
۳.Если Вы сначала потянули ручку، محل کار نمی شود.این ممکن است اتفاق بیفتد و در نتیجه، если гибочная балка значительно смещена от начального положения.В этом случае поред запуском установите ее в крайнее нижнее положение.اگر مشکلی تکراری، آن هم ممکن است، рычаг углового выключателя нуждается в настройке.
4.Некорректная работа кнопки СТАРТ.Попробуйте запустить станок ножной педалью пуска.
۵.
۶.
۷.
7.2Осуществляется легкий (предварительный), не کامل:
1.Убедись, что микропереключатель, раположеный в районе одной из петель гибочной балки, срабатывает правильно.Его включение производится квадратной латунной
جزئیاتью – толкателем, присоединенной к механизму نشانه های угла.При поднятии ручки.гибочная балка вращается и передает вращение толкателю، толкатель включает микропереключатель внутри электронного مدولя.Переместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз، толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление с ограничителем)..Это, как قانون, связано с двумя болтами М8 на краях толкателя, которые може быть не до конца затянуты.اگر این کار را انجام نمی دهم، اما نمی توانم آن را درگیر کند.Для этого отключите станок от сети، а затем снимите پانلь со электрическими входами.Moment vklючения می تواند быть отрегулирован вращением болта، который проходит через толкатель.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 میلیمتر (регулировка такым жельки).
2.В случае, если микропереключатель не کارет при درستном толкателе, то он нуждается в замене.
۳.در پیشنهادات AUX CLAMP станок خواهد بود осуществлять только предварительный зажим.
۷.۳.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.تاکجه کنترل همه دیودها و بازگشاییهای ارتباطی در این زمینه.
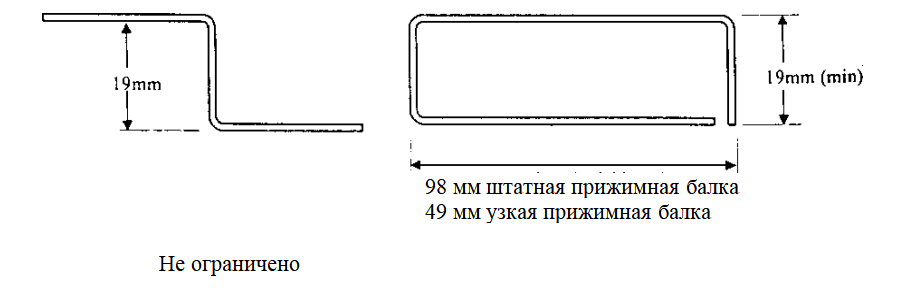
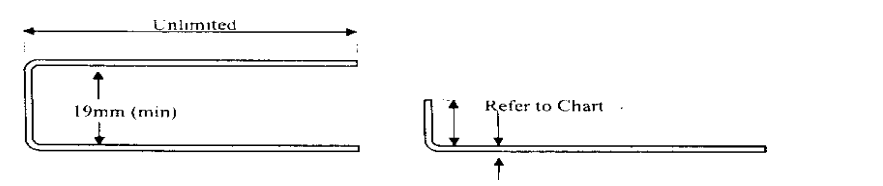
7.4Станок не сгибает листы большой толщины.
1.Убедись, что толщина металла и длина линии гиба соответствует техническим характеристикам Вашего станка.1.6 میلیمتر در ضخامت 1.6 میلیمتر با استفاده از بالکن کاملاً غیرعادی است.Это означает, что бы не мие 30 мм металлического فهرست выступала за край прижимной балки.Более низкие бортики ممکن است در تکنیک های مختلف انجام شود.
۲.Для лучшего результата заполняйте свободное пространство полосами листового металла, толщина которых равна толщине обрабатываемой заготовки.Для лучшего прижима используйте полосы из стали, даже если сама заготовка не стальная.
Это также лучший способ сделать узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и کارу станка для гибки
«Magnabend» و aksessuarov к нему.Срок гарантии составляет 12 месяцев со дня продажи.
در چارچوب گارانتیهای محدود و نادرست، uzlov و agregatov و غیرقابلآرامش در چارچوب، دلیلی در نتیجه نادرست است.
Эta گارانتی در مورد این مشکل در مورد استفاده از stroya، که با استفاده از این طرح به معنای واقعی نیست، نابرابر یا نادرست است.Исключаются также موارد непредусмотренного ремонта оборудования и нарушения требований данной инструкции.
Возврат оборудования должен осуществляться в соответствии со قوانینми перевозки.
اطلاعات کامل:
Модель Серийный номер Дата покупки
آدرس و имя дилера
پیشنهاد 1.
Минимально допустимый радиус изгиба для деталей из стального فهرست.
AWF 7965 DIN 6935 (10.75)
| حداکثر толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2،5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |میلی متر مربع | Минимально допустимый радиус изгиба в мм | |||||||
| تا 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1،6 | 2،5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1،6 | 1،6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1،6 | 2،5 | 2،5 | 2،5 | 2،5 | 4,0 | 5,0 | 6,0 |
پیشنهاد 2.
ЭЛЕКТРОСХЕМА
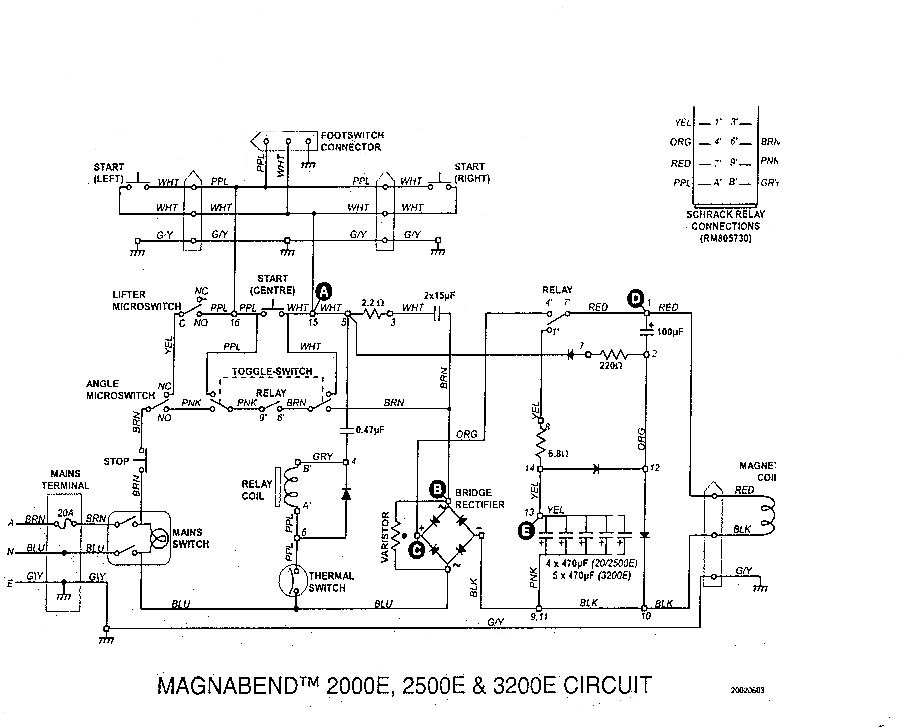
| Таблица контроля напряжений | |||||
| АС (V) | DC (V) | ||||
| Измерять относительно провода | Голубой | Черный | |||
| نقطه کنترل | A | B | C | D | Е |
| رجیم «предварительный прижим» | 240 | 25 | +25 | +25 | -300 |
| رژیم غذایی | 240 | 240 | +215 | +215 | -340 |
VNIMANIE:
При подключении соблюдать фазировку:
-коричневый провод – مرحله;
-голубой провод – ноль;
-зелено-желтый провод – земля.
زمان ارسال: سپتامبر 13-2022